
24小時免費咨詢熱線(同微信號)
24小時免費咨詢熱線(同微信號)

鋁合金和鎂合金是輕量化技術應用最廣泛的輕量化金屬材料,隨著近年來國家倡導的新能源汽車及軌道列車的迅猛發(fā)展,鋁合金在汽車和軌道列車零部件中的應用比例逐步增加。傳統(tǒng)的鋁/鎂合金焊接,需要熔化母材、添加焊絲、氣體保護等,這些導致焊后殘余應力大、變形嚴重、氣孔嚴重、接頭性能低下等缺點,以及生產成本高等問題。此外,熔焊易導致鋁合金焊縫內存在氣孔、吸氫、吸氧、組織偏析等缺陷,對于氣密性要求較高的產品,則會造成生產成本高居不下。

攪拌摩擦焊(Friction Stir Welding, FSW)作為一種先進的固相焊接技術,為鋁合金的焊接帶來了革命性的解決方法,且焊接過程無需添加焊料、無需氬氣保護、無需開坡口處理,大幅降低了產品的生產加工成本;此外,固相焊接溫度低于鋁合金熔點溫度,接頭在攪拌頭的攪拌和鍛壓作用下,形成致密的鍛造型組織,因此可以有效消除焊縫內氣孔、析氫、吸氧等缺陷。此外,攪拌摩擦焊還可以實現(xiàn)不同牌號、不同熱處理狀態(tài)的鋁合金之間的焊接。
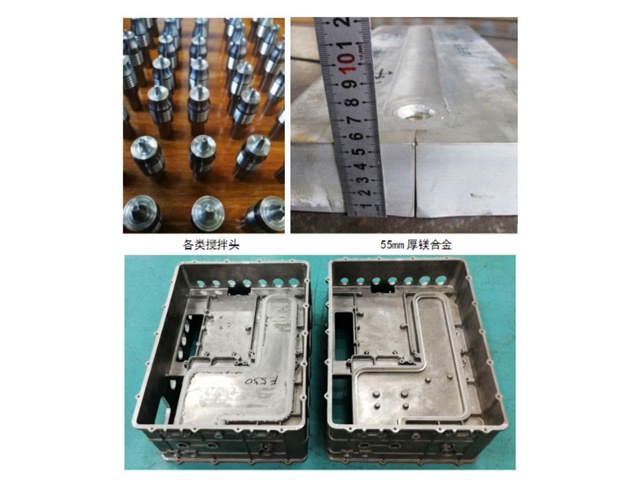
針對鋁合金材料, 孚斯威公司開發(fā)出適用于不同焊接形式、不同厚度的多規(guī)格鋁合金專用攪拌頭。
| 標準化鋁/鎂合金專用攪拌頭 | ||||||
| 項目 | 鋁/鎂合金材料及牌號 | 適用厚度 | 軸肩寬度 | 焊接形式 | 焊接形式 | 結構形式 |
| 1 | 同種合金之間 | 1-90mm | 8-20mm | 直縫 | 對接 | 整體式 |
| 2 | 異種合金之間 | 15-30mm | 平面二維 | 搭接 | 整體式 | |
| 3 | 同種合金及不同熱處理狀態(tài)之間 | 24-35mm | 簡體環(huán)縫、縱縫 | 對搭接 | 整體式 | |
| 4 | 異種合金及不同熱處理之間 | 35-50mm | 空間三維曲面 | 雙面焊接 | 分體式 | |
精科大恒

微信二維碼
微信號:13718874196Copyright © 精科大恒 備案號:冀ICP備13003902號-12
法律聲明:本站部分圖文內容取自互聯(lián)網,若侵權請聯(lián)系我們刪除停止傳播。

管理員
該內容暫無評論